1、铝单板焊接前清除母材焊接部位的氧化物及油污等脏物。
2、 接通电源,按下开关,调整工作参数到工艺规定值后进行正式焊接加工。(材料或螺柱直径变换时先进行焊接试验,在确认符合质量标准后方可进行正式栽钉加工。)
3、 工作中始终保证电缆各接头、夹头连接可靠,设备良好接地保护。
4、铝单板栽钉枪在工作及撤出时始终保持垂直于工件板面。
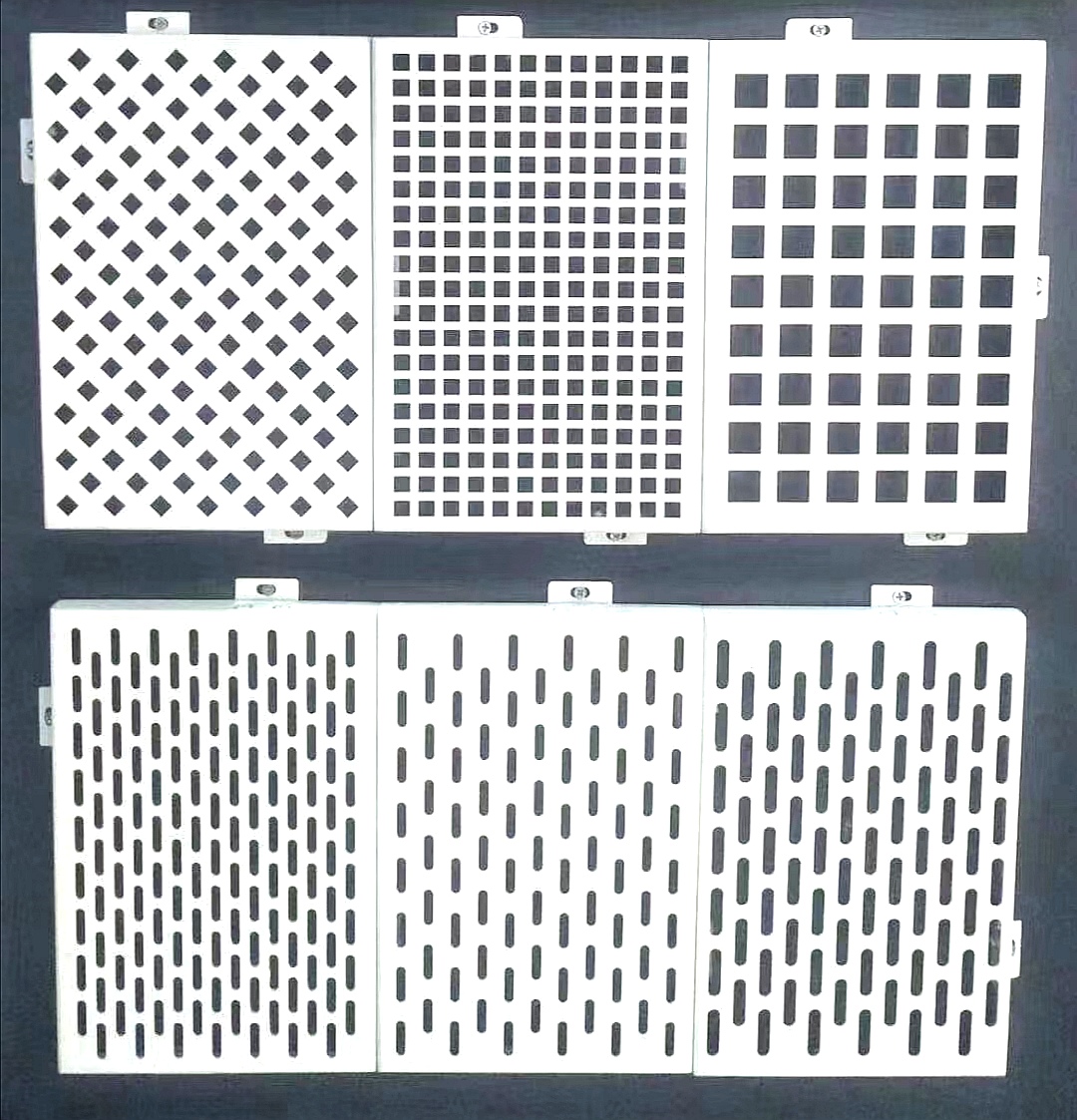
5、当母材厚度小于2mm时,栽钉接触部位应垫实、垫平,以防止铝单板板面变形及板面出现明显钉印。
6、电缆长度不得随意改变,电缆打结时不允许进行栽钉工作。
7、铝单板安装的加强筋须平行于工件短折边,加强筋长度为小于两折边5mm为标准。
8、加工过程中,操作者搬运工件时须轻拿轻放,严禁铝单板与板之间摩擦,避免板面磕碰划伤。
9、 维修保养设备时或工作结束后,须停机断电。
10、操作者应定期用压缩空气清理焊机内部灰尘,确保设备内部清洁。
11、利用平板车放料时不准超高、超重,工件须均衡放置,避免因超高、超重导致车轮受压损坏车体倾斜铝单板滑落伤人。
12、推车时不准强行转弯,推车人员须站在车体的两端,车体两侧不准站人,移动平板车时员工须注意脚与车轮的距离,防止车轮将脚轧伤。